


如果您正在寻找相关产品或有其他任何问题,您可以通过点击
![]() 在线留言
与我们在线交流,也可以拨打客服电话:
18017456176
在线留言
与我们在线交流,也可以拨打客服电话:
18017456176
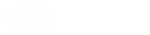
铜镍可以很容易地通过所有常规工艺焊接,而且由于它们的冶金结构简单,不需要预热或焊后热处理。然而,必须严格遵守准备工作的要求,特别是清洁要求,焊工必须经过一段时间才能熟悉这些合金的特殊特性,这样才不会遇到问题。自动焊接,包括管道的轨道焊接,也可能是合适的。

在某些应用中,保险和检查机构可能要求焊工和焊接程序的质量fi达到适当的标准。在所有情况下都应准备焊接工艺规范fi正离子(WPS)。由于铜镍的主要应用形式是相对薄壁的管道,所以钨惰性气体(又称气体保护钨弧(GTAW)的焊接工艺经常被使用,用于连接管段和连接fi镀锡件和fl焊条。最广泛使用的焊接工艺是使用flUX涂敷焊条的手工金属电弧(也称为屏蔽金属弧),该工艺非常适用于铜镍合金的焊接,并具有使用相对便宜设备的优点。对于较厚的材料,6mm以上的TIG(GTAW)工艺可用于MMA(SMAW)焊接完成前的根跑。气体保护金属电弧(Mig),否则气体保护金属电弧(Gmaw)工艺,使用连续送丝,是更快和可以用现代精密设备严密控制。这三个过程的相关特征如下。
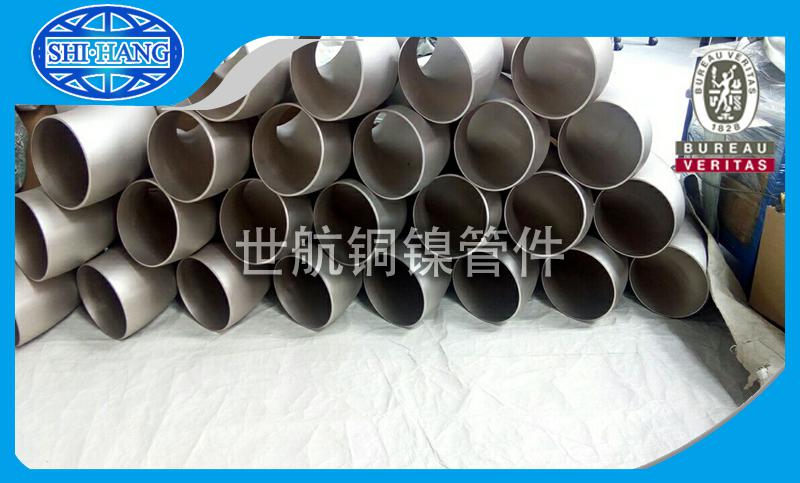
焊接准备如果储存正确,则焊接材料应处于一般清洁状态。任何类型的污垢必须与残余油和油脂一起清除。应特别注意可能导致焊缝开裂或微fi凸起的元素的来源,这些元素可能来自蜡笔或油漆fi阳离子标记、温度指示标记和其他污染物。(其他合金的配件,如喷枪金属-铜-锡-锌合金-也是有害元素的来源,不应焊接到铜-镍合金上。)焊接开始前,应彻底清洗接头区域。应特别注意焊缝的准备和至少10毫米宽的相邻区域,最好是宽的,这可以用未受污染的有机溶剂和fiNe磨料垫或干净的布进行脱脂。该区域应用干净的布烘干。他们使用后的外观是一个清洁的指标:他们应该没有任何残留物。
钉焊由于铜镍与碳钢相比具有较高的热膨胀系数(fi),因此铜镍在焊接时有较大的变形潜力。焊接fixtures可能有帮助,但它们的使用仅限于子程序集。因此,应制作钉焊缝,以保持焊接件之间的一致间隙和对齐。它们的位置必须是碳钢通常间距的一半左右,而且最好是相当短的间距。TIG(GTAW)工艺是一种常用的搭接工艺,但在可行的情况下,MIG(GMAW)点焊是一种方便、控制良好的点焊工艺。丝锥应该是金属丝刷或研磨,以清洁金属,在那里,他们将被纳入焊接金属接头。


 在线留言
在线留言


 我要留言
我要留言 一键拨打
一键拨打 在线咨询
在线咨询