


如果您正在寻找相关产品或有其他任何问题,您可以通过点击
![]() 在线留言
与我们在线交流,也可以拨打客服电话:
18017456176
在线留言
与我们在线交流,也可以拨打客服电话:
18017456176
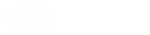
铜镍焊接后处理焊接后无需热处理。所有飞溅的痕迹都应该从接头上去除,包括手工金属电弧过程中的渣,焊接区域可以被清理,例如使用旋转的flAP轮或不锈钢刷,以留下一个明亮的fiNish。

检查焊缝应目视检查缺陷,如裂纹,下切,缺乏融合和渗透,以及焊缝轮廓。液体染料渗透检测是一种简单的表面缺陷检测方法。对于关键的应用,更先进的检查技术(如射线照相)可能是规格fi编辑,但这些通常不需要一般的制造。
焊缝的力学性能建议采用70-30铜镍fiLLER材料焊接90-10和70-30铜镍合金.由于镍含量较高,焊缝金属比90~10铜镍母材更强、更高贵。当评价试验焊缝的结果时,横向弯曲试验是不合适的,因为变形集中在与焊缝相邻的相对柔软的材料上。应改用纵向弯曲试验。

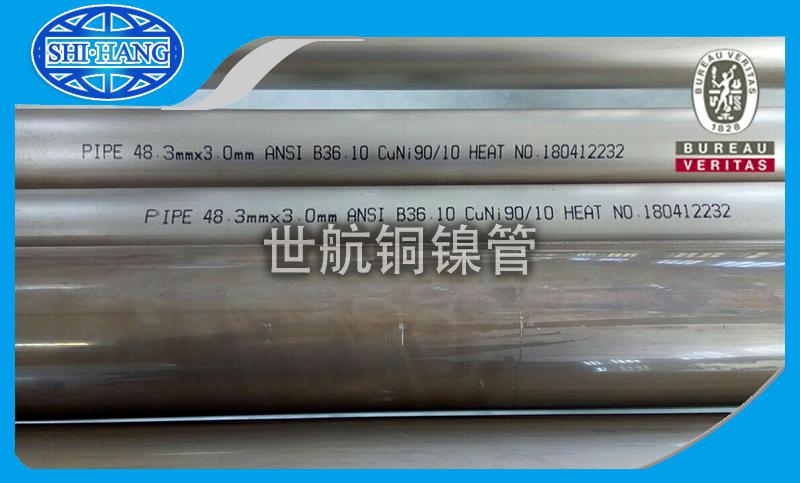
上图显示了由平行于焊缝轴线的试件确定的70-30种全焊金属的典型性能。基于70-30耗材的典型全焊接金属力学性能(不用于设计目的)焊接工艺0.2%证明强度N/mm二拉力强度强度N/mm二2伸长5D*%硬度高压TIG(GTAW)200 385 40 105 MMA(SMAW)270 420 34 120*d是试件长度的直径显示冷拔T件和焊接马鞍连接件的管道总成。


 在线留言
在线留言


 我要留言
我要留言 一键拨打
一键拨打 在线咨询
在线咨询